


Spawana laserowo płyta kotła



Transport: Wspieraj transport morski
Normy: AiSi, ASTM, JIS
Gatunek: Ar360 400 450 NM400 450 500
Miejsce pochodzenia: Shandong, Chiny
Model: Ar360 400 450 NM400 450 500
Typ: blacha stalowa, blacha stalowa
Proces: walcowane na gorąco
Obróbka powierzchniowa: powlekanie
Zastosowanie: płyta kotła
Szerokość: 2000 mm lub w razie potrzeby
Długość: 5800 mm 6000 mm 8000 mm
Tolerancja: ±5%
Usługi obróbcze: gięcie, spawanie, rozwijanie, cięcie, wykrawanie
Nazwa produktu: Odporna na zużycie blacha stalowa
Materiał: NM450 500 550 640 NM4400 450 500
Grubość: 3 mm-100 mm lub w razie potrzeby
Opakowanie: Standardowe opakowanie zdatne do lotu
Zastosowania: Przemysłowe
Kształt: prostokąt
Możliwość dostaw: 2000 ton/tonę miesięcznie
Szczegóły pakowania: zaawansowane opakowanie zdatne do lotu, również zgodnie z wymaganiami klienta.
Port: Qingdao, Tianjin, Szanghaj


Prace nad 20g w Jinan Iron and Steel Group Corporation (w skrócie Jigang) przeprowadzono ponad dziesięć lat temu, ale ograniczały się do poziomu ówczesnego wyposażenia procesowego i wyposażenia, wydajność blachy stalowej była niestabilna i istniały często problemy związane z niespójnymi właściwościami zginania na zimno i starzenia. Należy podjąć następujące środki w celu poprawy właściwości zginania na zimno i starzenia oraz zapewnienia udarności w niskiej temperaturze:
(1) Dostosuj elementy kontroli wewnętrznej i zwiększ dolną granicę zawartości manganu do 0,65%.
(2) Przyjęto operację rafinacji „Trójcy” polegającą na podawaniu drutu, regulacji temperatury i przedmuchiwaniu argonem.
(3) Ściśle kontroluj temperaturę zalewania.
(4) Zawartość pierwiastka mikrostopowego Ti wzrosła z 0,003% do ponad 0,008%. (5) Przyjęto cały proces nalewania ochronnego w celu zmniejszenia absorpcji n
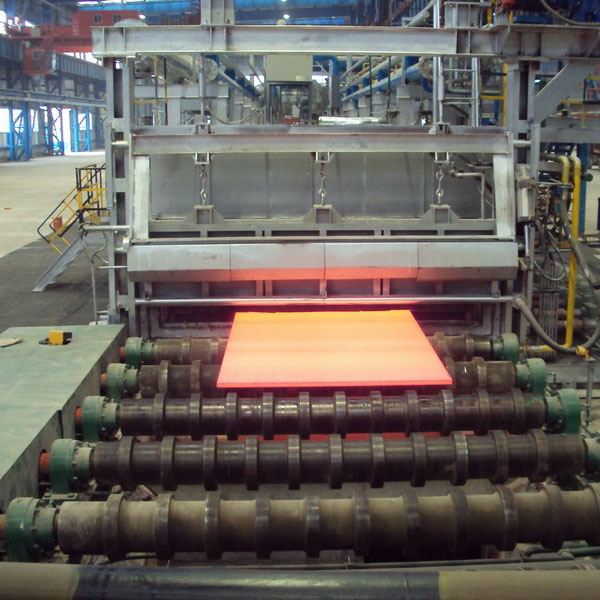
Droga procesu produkcyjnego:Płyta kotłowa o gramaturze 20 g (Ti) jest rodzajem stali o wysokich wymaganiach co do kompleksowych właściwości mechanicznych, stosunkowo czystej stali oraz składu składników topionych i pierwiastków mikrostopowych, które są bardziej wrażliwe na działanie różnych właściwości. Dlatego kluczem do procesu produkcyjnego 20g (Ti) jest optymalizacja składu wytopu, zmniejszenie całkowitej ilości wtrąceń w stali, dobór odpowiednich mikroelementów, zastosowanie kontrolowanego walcowania, poprawa jakości blachy i stabilizacja aplikacji wpływ starzenia. Droga techniczna 20g to: wysokiej jakości stopione żelazo → obróbka oczyszczająca → wytapianie, optymalizacja składu i oczyszczanie stali → mikrostopy i rafinacja stopionej stali → odlew ochronny → wysokiej jakości płyta → kontrolowane ogrzewanie → walcowanie w kontrolowanej temperaturze → kształt płyty i kontrola grubości → Sterowanie chłodzeniem → produkt.
Technologia półfabrykatów i płyt ciągłych o zmiennym przekroju, spawana laserowo
1. Półfabrykaty spawane na wymiar (Tailor Welded Blanks, TWB) wykorzystują laser jako źródło ciepła spawania do łączenia i spawania kilku różnych materiałów, o różnych grubościach i różnych powłokach ze stali, stali nierdzewnej, stopu aluminium itp. w całą płytę.
2. Stosując technologię spawania dostosowaną laserowo, możliwe jest rozsądne łączenie materiałów o różnych grubościach i poziomach wytrzymałości zgodnie z warunkami naprężenia części konstrukcyjnych, poprawianie sztywności konstrukcji przy jednoczesnym zmniejszeniu ciężaru części, a także zwiększenie stopnia wykorzystania materiałów i zmniejszyć liczbę części. Liczba części w upraszcza proces. Technologia spawania laserowego stała się głównym środkiem technicznym zapewniającym lekkość samochodów i została zastosowana w modelach wielu producentów. Stosowany głównie w wewnętrznych panelach przednich i tylnych drzwi, przednich i tylnych belkach wzdłużnych, panelach bocznych, panelach podłogowych, słupkach A, B i C po wewnętrznej stronie drzwi, kołpakach kół i wewnętrznych panelach bagażnika itp.
3. Wykroje do walcowania krawieckiego (TRB), zwane także blachami o różnej grubości, oznaczają zmianę w czasie rzeczywistym rozmiaru szczeliny walca za pomocą komputera podczas procesu walcowania blachy stalowej, tak że zwinięta cienka płyta ma z góry określoną kierunku zgodnym z kierunkiem walcowania. Niestandardowy zmienny kształt przekroju poprzecznego.
4. Technologia paneli o ciągłym zmiennym przekroju jest szeroko stosowana w produkcji części konstrukcji nadwozia, takich jak pokrywa silnika, słupek B, podwozie nadwozia, prowadnica dystansowa silnika, panel wewnętrzny środkowej kolumny, błotnik i skrzynia zderzeniowa itp., i został z powodzeniem zastosowany w modelach Audi, BMW, Volkswagen, GM i innych.
5. Spawanie laserowe i technologia ciągłego zmiennego przekroju poprzecznego zmieniają grubość materiału tłoczonego za pomocą różnych środków technologicznych i służą do rozwiązania problemu różnych wymagań dotyczących nośności dla różnych części części samochodowych pod obciążeniem. W porównaniu z nimi, zaletą dostosowanej do indywidualnych potrzeb technologii spawania laserowego jest jej elastyczność, która umożliwia łączenie w dowolnej pozycji i łączenie różnych materiałów. Zaletą technologii ciągłego zmiennej przekroju poprzecznego jest to, że nie ma szwu spawalniczego, zmiana twardości w kierunku długości jest stosunkowo delikatna, ma lepszą odkształcalność, jakość powierzchni jest dobra, wydajność produkcji jest wysoka, a koszt jest Niski. Bagaż, sprzęt medyczny, skorupa motocykla; samochód, dach wewnętrzny autobusu, deska rozdzielcza; oparcie siedzenia, panel drzwi, rama okna itp.
| A516 gr.60 | A516 gr.65 | A516 gr.70 | |
| Wytrzymałość na rozciąganie (Ksi) | 60-80 | 65-85 | 70-90 |
| Wytrzymałość na rozciąganie (Mpa) | 415-550 | 450-585 | 485-620 |
| Granica plastyczności (Ksi) | 32 | 35 | 38 |
| Granica plastyczności (Mpa) | 220 | 240 | 260 |
| Wydłużenie 200 mm (%) | 21 | 19 | 17 |
| Wydłużenie 50 mm (%) | 25 | 23 | 21 |
| Maksymalna grubość (mm) | 205 | 205 | 205 |



